1. Proses Pembuatan Kaleng Two
Pieces Can
Kaleng pengemasan minuman kopi
Nescafe ini adalah jenis kaleng two
pieces can dengan bahan almunium. Almunium terbagi dalam tiga seri yaitu:
1) Seri 1000, kadar almunium min 99% ekstruksi dan foil, 2) Seri 3000 Mn 0,3-1,5% tahan korosi dapat digunakan untuk DRD dan DWI, dan 3) Seri 5000 Mn 0,5-5% digunakan untuk DRD dan tutup.
1) Seri 1000, kadar almunium min 99% ekstruksi dan foil, 2) Seri 3000 Mn 0,3-1,5% tahan korosi dapat digunakan untuk DRD dan DWI, dan 3) Seri 5000 Mn 0,5-5% digunakan untuk DRD dan tutup.
Aluminium merupakan logam yang memiliki beberapa keunggulan yaitu lebih
ringan daripada baja, mudah dibentuk, tidak berasa, tidak berbau, tidak beracun,
dapat menahan masuknya gas, mempunyai konduktivitas panas yang baik dan dapat
didaur ulang. Tetapi penggunaan aluminium sebagai bahan kemasan juga mempunyai
kelemahan yaitu kekuatan (rigiditasnya) kurang baik, sukar disolder sehingga
sambungannya tidak rapat sehingga dapat menimbulkan lubang pada kemasan,
harganya lebih mahal dan mudah mengalami perkaratan sehingga harus diberi
lapisan tambahan. Reaksi aluminium dengan udara akan menghasilkan aluminium
oksida yang merupakan lapisan film yang tahan terhadap korosi dari atmosfir.
Penggunaan aluminium sebagai wadah kemasan, menyebabkan bagian sebelah dalam
wadah tidak dapat kontak dengan oksigen, dan ini menyebabkan terjadinya
perkaratan di bagian sebelah dalam kemasan. Untuk mencegah terjadinya karat, maka di bagian dalam dari wadah aluminium
ini harus diberi lapisan enamel. Secara komersial penggunaan aluminium murni
tidak menguntungkan, sehingga harus dicampur dengan logam lainnya untuk
mengurangi biaya dan memperbaiki daya tahannya terhadap korosi. Logam-logam
yang biasanya digunakan sebagai campuran pada pembuatan wadah
aluminium adalah tembaga, magnesium, mangan, khromium dan seng (pada media alkali) (Anonim, 2010).
aluminium adalah tembaga, magnesium, mangan, khromium dan seng (pada media alkali) (Anonim, 2010).
Kaleng
dua lembar adalah kaleng yang dibuat dari bahan baku plat timah, aluminium atau
lakur (alloy). Pembuatan kaleng dua
lembar dapat dilakukan dengan dua cara, yaitu proses draw-and-wall-iron (DWI)
dan proses draw-and-redraw (DRD). Proses DWI menghasilkan kaleng dengan
dinding yang tipis dan digunakan untuk memproduksi kaleng aluminium untuk
minuman berkarbonasi dimana bahan pengemas mendapat tekanan setelah pengisian.
Kaleng DRD mempunyai dinding yang lebih tebal dan dapat digunakan untuk
mengemas bahan pangan yang disterilisasi dimana diperlukan adanya ruang vakum (head-space)
pada kaleng selama pendinginan (Anonim, 2010).
1.1. Kaleng DWI (Draw and Wall Iron)
Urutan proses pembuatan kaleng DWI dapat dilihat
pada Gambar 1, dan
dapat dijelaskan sebagai berikut :
-
Bahan pembuat kaleng
adalah plat timah dan aluminium dengan ketebalan masingmasing 0.3 dan 0.42 mm.
-
Sekeliling lembaran
ditekan ke dalam berbentuk mangkuk atau lekukan untuk memperoleh lekukan yang
dangkal.
-
Lekukan dilewatkan
berturut-turut pada lingkaran logam (annular rings) untuk mengurangi
ketebalan dinding lekukan sampai kira-kira 1/3 dari ketebalan awal dan
tingginya tiga kali tinggi semula. Proses ini disebut dengan Wall Ironed.
-
Setelah bentuk dasar
terbentuk, maka kaleng dipotong sesuai dengan ukuran yang diinginkan.
-
Penutupan dengan cara double seaming setelah
pengisian (Anonim, 2010).
Sistem pelapisan bagian dalam dilakukan dengan cara
spray dan oven. Jenis enamel yang digunakan tergantung dari bahan
pembuat kaleng dan produk yang akan dikemas, dan biasanya berupa epoksi
fenolik, epoksiamin dan senyawa-senyawa vinil (Anonim, 2010).
Modifikasi dari proses DWI dapat dilakukan dengan
cara :
·
Memperkecil ukuran
diameter dari leher kaleng yang dapat memperbaiki penampilan dan kekuatan
kaleng untuk ditumpuk, serta menghemat penggunaan logam.
·
Ring-pull-tabs atau full-aperture untuk memudahkan membuka
kaleng.
·
Disain cetakan dengan
menggunakan komputer dan penggunaan tinta yang tahan terhadap abrasi, yang
memungkinkan badan kaleng dicetak sebelum dibentuk. Tinta kemudian ditarik
dengan logam selama proses DWI untuk menghasilkam disain yang diinginkan pada
produk akhir (Anonim, 2010).
Gaambar 1.
Urutan Proses Pembuatan Two Pieces Can
Tipe DWI
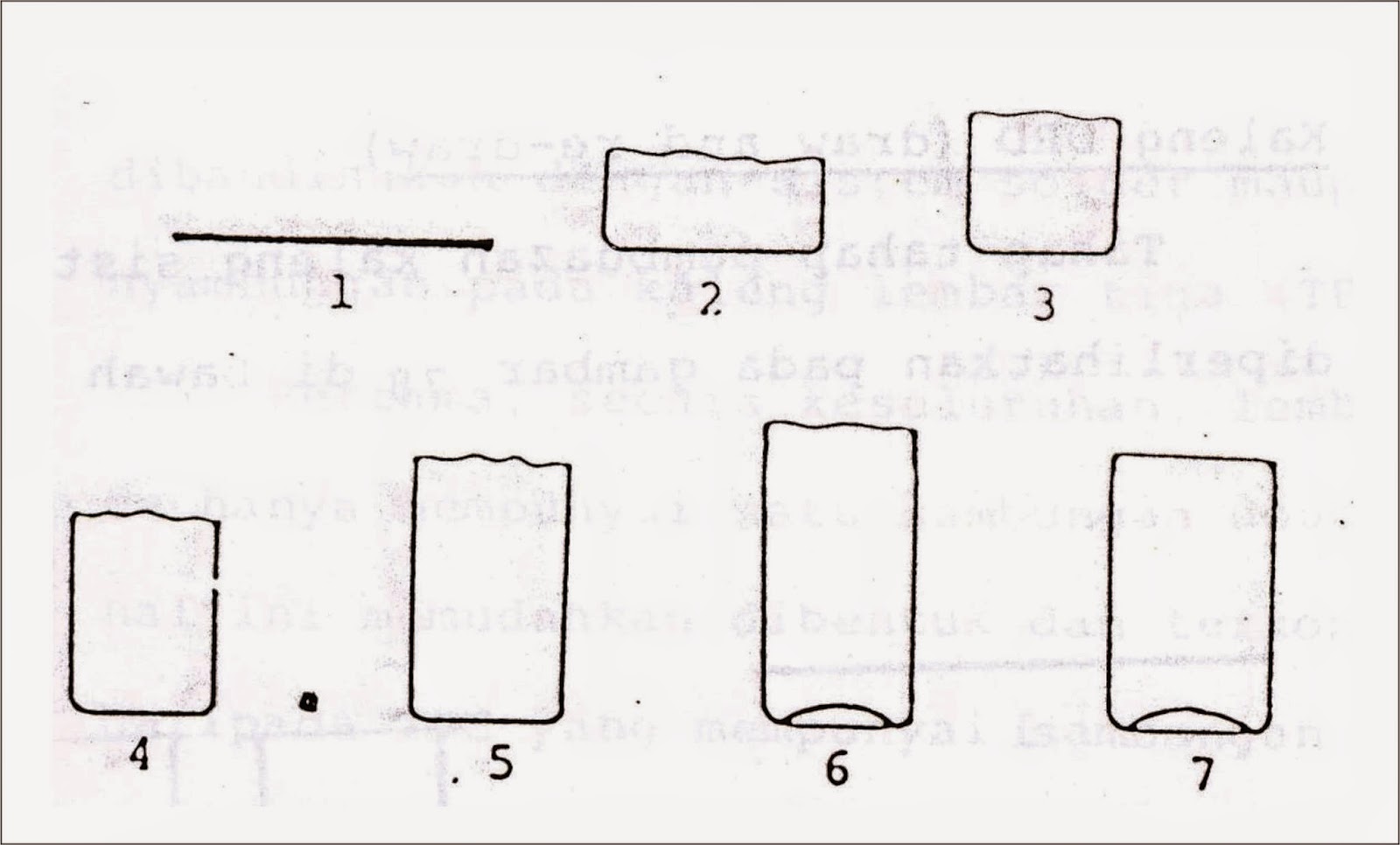
1.2. Kaleng DRD (Draw and Re-Draw)
Proses DRD pada prinsipnya sama dengan DWI, dan perbedaannya hanya terletak
pada proses ironing, dimana pada DWI proses ironing bertujuan
untuk mengurangi ketebalan dari kaleng, sedangkan pada proses DWD tidak
terdapat proses ironing sehingga dihasilkan kaleng yang lebih tebal. Bahan pembuat kaleng DRD adalah plat timah dengan
ketebalan 0.2 mm. Tahap-tahap pembuatan kaleng DRD dapat dilihat pada Gambar 2 (Anonim, 2010).

Gambar
2. Urutan Proses Pembuatan Two Pieces
Can Tipe DRD
Keuntungan dari kaleng dua lembar
adalah mempunyai integritas yang besar, lapisan penutup yang lebih seragam,
menghemat penggunaan logam dan mempunyai bentuk yang lebih menarik bagi
konsumen, dibandingkan dengan sistem solder maupun penyambungan pada kaleng
lembar tiga (TPC). Hal ini disebabkan karena :
·
Lembar
ganda hanya mempunyai satu sambungan double seam sehingga mudah dibentuk
dan dikontrol, dibandingkan TPC dengan sambungan pada sisi badan dan double
seam yang kompleks.
·
Lapisan pelindung bagian dalam tidak perlu melindungi
sambungan yang mudah korosi an kontak dengan produk sebagaimana pada kaleng
TPC.
·
Tidak diperlukan adanya penyolderan sehingga bahan
dapat dihemat.
·
Menyediakan tempat yang lebih luas karena tidak
terdapat sambungan sehingga dapat dicetak (diprinting) lebih indah dan lebih
lengkap misalnya untuk pelabelan pada produk (Anonim, 2010).
2. Proses Pengalengan Produk
Secara umum proses
pengalengan produk pangan terdiri dari delapan tahap, yaitu: penanganan kaleng
kosong, pembersihan kaleng kosong, persiapan produk, pengisian, penutupan,
proses pengalengan, pendinginan, penanganan dan penyimpanan hasil pengalengan
(Anonim, 2010).
Cara penaganan pengalengan produk ini sedikit berbeda
dengan tahap-tahap diatas, penanganan produk ini dilakukan secara aseptik,
yaitu produk dan kemasan kaleng terlebih dahulu disterilkan kemudian dilakukan
pengisian secara aseptik, artinya tidak ada campur tangan manusia. Diagram alir
pengalengan produk minuman kopi dalam kaleng dapat dilihat pada gambar dibawah
ini.

Gambar 3. Diagram Alir Pembuatan Minuman Kopi dalam Kaleng
2.1. Persiapan Produk
Persiapan produk untuk menghasilkan minuman kopi terdiri
dari pembuatan kopi instan dan pembuatan minuman kopi. Pembuatan kopi instan
terdiri dari roasting, penggilingan,
ekstraksi, dan pengeringan.
Roasting merupakan proses
Penyangraian biji kopi yang tergantung pada
waktu dan suhu yang ditandai dengan perubahan kimiawi yang signifikan. Terjadi kehilangan berat kering terutama gas CO2 dan produk pirolisis volatil lainnya. Kebanyakan produk pirolisis ini sangat menentukan cita rasa kopi. Kehilangan berat kering terkait erat dengan suhu penyangraian. Berdasarkan suhu penyangraian yang digunakan kopi sangrai dibedakan atas 3 golongan yaitu : ligh roast suhu yang digunakan 193 sampai 199°C, medium roast suhu yang digunakan 204°C dan dark roast suhu yang digunakan 213 sampai 221°C (Noeroel, 2008).
waktu dan suhu yang ditandai dengan perubahan kimiawi yang signifikan. Terjadi kehilangan berat kering terutama gas CO2 dan produk pirolisis volatil lainnya. Kebanyakan produk pirolisis ini sangat menentukan cita rasa kopi. Kehilangan berat kering terkait erat dengan suhu penyangraian. Berdasarkan suhu penyangraian yang digunakan kopi sangrai dibedakan atas 3 golongan yaitu : ligh roast suhu yang digunakan 193 sampai 199°C, medium roast suhu yang digunakan 204°C dan dark roast suhu yang digunakan 213 sampai 221°C (Noeroel, 2008).
Penggilingan kopi skala luas
selalu menggunakan gerinda beroda (roller), gerinda roller ganda dengan gerigi
2 sampai 4 pasang merupakan alat yang paling banyak dipakai. Partikel kopi
dihaluskan selama melewati tiap pasang roller. Derajat penggilingan ditentukan
oleh nomor seri roller yang diguncikan. Kondisi ideal dimana ukuran partikel
giling seragam adalah mustahil, namun variasi lebih rendah jika menggunakan
gerinda roller ganda. Alternatif lain adalah penggilingan system tertutup
berbasis proses satu tahap, dimana jika ukuran partikel melebihi saringan maka
partikel dikembalikan ke pengumpan untuk digiling ulang, (Noeroel, 2008).
Proses ekstraksi untuk
pembuatan kopi instan dipergunakan percolator (penyaring kopi) dan alat
sentrifuge untuk mengepres sisa ampas. Proses ini terjadai didalam 6 percolator
(penyaring kopi) menggunakan prinsip counter curent. Tujuan pengolahan adalah
untuk memperoleh ekstraksi optimum dari padatan terlarut tanpa merusak kualitas
(Noeroel, 2008).
Proses Spray drying terjadi didalam tower silindris yang besar dengan
dasar kerucut, pada bagian ini cairan kopi dimasukkan dengan tekanan ke dalam
bagian atas tower bersamaan dengan pancaran angin udara panas sekitar 250°C.
Partikelpartikel yang disemprotkan akan kering dan jatuh serta terkumpul
sebagai bubuk pada bagian ujung kerucut lalu dipindahkan menggunakan alat katup
yang berputar. Untuk meningkatkan daya larut dalam air dan membentuk butiran
biasanya ditingkatkan dengan proses aglomerasi. Proses aglomerasi dicapai
dengan membasahi partikel bubuk, membiarkannya bergabung dan kemudian
mengeringkannya kembali (Noeroel, 2008).
Selain tahap pembuatan kopi
instan dalam pembuatan minuman kopi dilakukan tahap pembuatan minuman kopi
yaitu pencampuran bahan yang terdiri dari air, gula, susu bubuk
skim, lemak susu, kopi bubuk instan, pengatur keasaman, perisa susu dan vanila,
pengemulsi nabati (lesitin kedelai), bubuk kakao, dan pemantap. Serta pemanasan
atau sterilisasi.
2.2. Penanganan Kaleng
Kosong
Kaleng kosong disimpan dalam keadaan tertutup, ruang
penyimpanan tidak lembab dan tidak berbau, harus dihindari adanya perubahan
suhu yang akan mempengaruhi kondensasi air sehingga kaleng mudah berkarat.
Kaleng kosong yang belum digunakan harus dijaga sedemikian rupa sehingga
permukaan/ bibir kaleng tidak rusak atau penyok dan bagian sambungan tidak
rusak. Penyimpanan kaleng kosong terhindar dari garam atau air garam, karena garam
menyebabkan kaleng berkarat (Anonim, 2010).
2.3. Pembersihan Kaleng
Kosong
Cara efektif untuk membersihkan kaleng kosong dengan cara
memcuci kaleng pada posisi terbalik menggunkan air panas yang disemprotkan
(Anonim, 2010).
(Anonim, 2010).
2.2.4. Pengisian
Pengisian kaleng harus seragam dan jumlah/ berat produk
relatif sama. Teknik pengisian yang benar harus dihindari adanya gas terutama
oksigen. Pengisian produk dalam kondisi panas (hot filling) atau dengan cara memanaskan produk setelah pengisian
sebelum dilakukan penutupan bertujuan untuk mendaptakan kondisi hampa udara.
Pengisian produk dalam kaleng tidak dilakukan sampai penuh namun ada jarak
antara permukaan produk dengan permukaan kaleng. Jarak ini dikenal dengan head space. Tinggi head space berkisar 6-9 mm. Selain dengan cara pengisiannya,
keadaan vakum dapat diperoleh dengan cara exhausting
yaitu menghilangkan udara dalam kaleng sehingga keadaanya menjadi vacum. Exhausting
dapat dilakukan denganmenggunakan
alat mechanical high vacuum seamer pada suhu kamar (Anonim, 2010).
Metode pengemasan yang digunakan dalam produk ini dengan
menggunakan metode aseptik, dimana produk dan kemasan kalengnya telah
disterilkan terlebih dahulu kemudian baru dilakukan pengemasan secara aseptik.
Aseptik berarti tidak ada campur tangan manusia. Oleh karena itu pengisian
produknya dilakukan oleh mesin secara kontinyu dan otomatis.

2.5. Penutupan Kaleng
Proses penutupan kaleng dilakukan setelah proses exhausting. Kaleng ditutup dengan rapat dan hermetis pada suhu
tertentu yang relatif masih tinggi. Proses penutupan kaleng perlu
distandarisasi dan dikendalikan dengan ketat; terutama yang berhubungan dengan
bagian sambungan/penutupan. Oleh karena itu, terhadap penutupan kaleng ini
perlu dilakukan pengujian secara tertib dan dimasukkan ke dalam prosedur Cara
Pengolahan Pangan yang Baik (CPMB). Secara periodik dilakukan pengujian dan
hasilnya dicatat untuk menjamin bahwa produk kaleng mempunyai
sambungan/penutupan yang baik (Hariyadi, dkk, 2010).
Kondisi vakum dalam kaleng setelah proses penutupan kaleng sangat pen-ting
untuk:
a. Menjaga
tutup kaleng pada kondisi cekung selama proses penyimpanan normal. Dalam hal
ini apabila terjadi penyimpanan bentuk cekung dapat digunakan sebagai indikasi
kebusukan, karena pembentukan gas oleh bakteri pembusuk menyebabkan kaleng
menggelebung dan ini dimulai dari bagian tutupnya. Kecekungan yang terjada juga
merupakan indikasi bahwa sam-bungan/penutupan tetap terjada sehingga kondisi
hermetis tetap diperta-hankan.
b. Mengurangi
konsentrasi oksigen, sehingga mampu mengurangi kemungkinan perubahan-perubahan
karena reaksi oksidasi, seperti oksidasi lemak, vitamin, perubahan warna dan
proses pengkaratan.
c. Menghindari
rusaknya sambungan/ penutupan kaleng selama proses pema-nasan, karena selama
proses pemanasan terjadi pemuaian.
d. Produk
yang dikemas dengan flexible pouch
atau daging yang dikemasa dalam kaleng dengan luas permukaan besar, kondisi
vakum akan menyebab-kan kontak antara produk dengan permukaan kemasan dan pindah
panas menjadi lebih efektif (Hariyadi, dkk, 2010).

Gambar 5. Mesin Double Seaming
Mesin penutup kaleng memiliki empat bagian penting
yang berhubungan langsung dengan proses penutupan. Keempat bagian itu adalah:
1. Seaming chuck
Merupakan
bagian yang berbentuk lempeng atau piringan bulat yang ukurannya tepat seperti
tutup kaleng (memiliki ukuran yang sama seperti bagian counter sink). Adapun fungsi seaming chuck ini adalah untuk menahan
kaleng body agar tidak meleset pada operasi penutupan oleh rol pertama dan
kedua.
2. Can lifter plate
Merupakan
lempengan bulat yang menyangga kaleng dari bawah sehingga bagian atas kaleng
menempel pada seaming chuck dan tepat
berada pada posisi operasi rol pertama dan kedua.
3. First operation seaming roll
Pada
alat penutup kaleng double seamer,
proses penutupan kaleng yang sebenarnya dilakukan oleh dua pasang rol yang
posisinya saling bersilangan. Rol pertama ini ada dua (sepasang) yang posisinya adalah saling
diagonal. Rol pertama memiliki lekukan yang lebih dalam dan lebar yang
berfungsi untuk membentuk keliman awal.
4. Second operation seaming roll
Ini adalah rol kedua yang berfungsi untuk menyempurnakan hasil dari rol
pertama. Rol kedua ini memiliki lekukan yang dangkal dan sempit sehingga
menghasilkan keliman ganda yang lebih rapat (X3-Prima, 2010).
Pada prinsipnya operasi penutupan kaleng dilakukan sebagai berikut:
Kaleng diletakkan tepat ditengah-tengah lifter, pada saat pedal ditekan lifter akan naik sehingga kaleng melekat pada seaming chuck, yang mana pada seaming chuck telah terdapat tutup kaleng. Rol pertama mulai bekerja, sambil berputar rol pertama akan mendekati posisi tutup kaleng. Karena lekukan pada rol pertama, maka tutup kaleng akan melipat ke bawah. Keliman pertama terbentuk. Setelah rol pertama mengelilingi seluruh bagian tutup kaleng maka rol pertama akan menjauhi tutup kaleng. Setelah itu rol kedua yang berputar akan mendekati tutup yang telah dilipat oleh rol pertama tadi, karena lekukanya lebih sempit dan dangkal maka keliman yang terbentuk oleh rol kedua ini akan lebih rapat. Setelah rol kedua menyelesaikan tugasnya maka akan segera menjauhi chuck dan lifter bersama kaleng yang telah tertutup akan turun, dan selesailah operasi penutupan kaleng tersebut. Seluruh operasi penutupan kaleng memerlukan waktu sekitar 10 detik (X3-Prima, 2010).
Kaleng diletakkan tepat ditengah-tengah lifter, pada saat pedal ditekan lifter akan naik sehingga kaleng melekat pada seaming chuck, yang mana pada seaming chuck telah terdapat tutup kaleng. Rol pertama mulai bekerja, sambil berputar rol pertama akan mendekati posisi tutup kaleng. Karena lekukan pada rol pertama, maka tutup kaleng akan melipat ke bawah. Keliman pertama terbentuk. Setelah rol pertama mengelilingi seluruh bagian tutup kaleng maka rol pertama akan menjauhi tutup kaleng. Setelah itu rol kedua yang berputar akan mendekati tutup yang telah dilipat oleh rol pertama tadi, karena lekukanya lebih sempit dan dangkal maka keliman yang terbentuk oleh rol kedua ini akan lebih rapat. Setelah rol kedua menyelesaikan tugasnya maka akan segera menjauhi chuck dan lifter bersama kaleng yang telah tertutup akan turun, dan selesailah operasi penutupan kaleng tersebut. Seluruh operasi penutupan kaleng memerlukan waktu sekitar 10 detik (X3-Prima, 2010).
Double seam perlu dievaluasi untuk menyakinkan
bahwa penutupan yang hermetis dapat dicapai. Adalah suatu keharusan untuk
melakukan inspeksi rutin terhadap double
seam untuk menjamin produk yang dipasarkan dalam kemasan yang hermetis. Dalam
hal ini perlu dilakukan pengukuran-pengukuran antara lain:
1.
Countersink depth: jarak yang diukur dari atas double seam ke permukaan tutup kaleng
2.
Seam thickness: jarak maksimum yang diukur dari
kedua tepi double seam
3. Seam width (length or height): jarak yang diukur dari atas ke bawah double seam
4.
Body hook dan cover hook: panjang bagian akhir body flange dan cover curl
5.
Overlap: panjang overlap body hook dan cover
hook
6.
Tightness:
ditentukan dari derajat wrinkling dari cover
hook
7.
Juncture area: double seam yang terjadi pada sambungan
(Hariyadi, dkk, 2010).
(Hariyadi, dkk, 2010).

Gambar 6. Penampang Double Seam
Karena
proses pengemasan produk ini dilakukan secara aseptic, jadi proses sterilisasi
tidak dilakukan pada produk yang telah dikalengkan, melainkan dilakukan pada
kemasan dan produknya sebelum pengisian.
Komentar ini telah dihapus oleh administrator blog.
BalasHapusnice info menambah wawasan sekali kak
BalasHapuswebsite alfamart