1. Spesifikasi Kaleng dan Produk
Spesifikasi
kemasan kaleng Nescafe ini dapat dilihat pada tabel dibawah ini.
Tabel 1. Spesifikasi Kaleng
Spesifikasi
|
Simbol
|
Arti
|
Kadaluarsa
Ukuran
Bahan kaleng
Jenis kaleng
|
01-31
01-12
2011
200 x 504
Alu
-
|
Tanggal
Bulan
Tahun
Diameter kaleng 2 inchi
Tinggi kaleng 5 4/16 inchi
Alumunium
Two Pieces can
|
Untuk pembahasan tentang ukuran, bahan kaleng dan jenis
kaleng telah dijelaskan di bab sebelumnya. Sedangkan kadaluarsa akan dibahas
dibab ini.
Daya simpan bahan pangan adalah lama waktu sejak bahan
pangan diproduksi sampai diterima oleh konsumen dengan kondisi mutu yang baik
Daya simpan ini digunakan sebagai dasar penentuan waktu kadaluarsa bahan
pangan. Waktu kadaluarsa adalah batasan akhir dari masa simpan bahan pangan.
Artinya dengan berakhirnya waktu kadaluarsa bahan pangan tersebut tidak layak
lagi untuk dikonsumsi, meskipun sebenarnya makanan tersebut belum busuk atau
beracun (Kusmajadi, 2005).
Untuk
melindungi konsumen, informasi mengenai daya simpan produk pangan atau waktu
kadaluarsa perlu diberikan.. Pemberian informasi tersebut harus diungkapkan
dengan jujur, jelas dan terbuka (open
dating) dengan cara penulisan tanggal kadaluarsa. Pemerintah telah
mengeluarkan suatu peraturan Menteri Kesehatan No. 79/Men.Kes/Per/III/1978, dan
peraturan Mentri Kesehatan RI No.180/Men/Per/IV/1985, tentang makanan daluarsa (Kusmajadi,
2005).
Penandaan
waktu kadaluarsa, open dating dapat dilakukan dan dikelompokan menjadi
tiga jenis, yaitu :
a. Penandaan tanggal
pengepakan (the packing date), adalah penandaan yang paling sederhana,
murah dan mudah pelaksanaannya, karena tidak memerlukan analisa produk baik
secara laboratorium maupun uij organoleptik, sebaliknya bagi konsumen karena
tanggal pengepakan hanya merupakan waktu awal daya simpan bukan waktu akhir
daya simpan.
b.
Penandaan
tanggal penjualan yang dianjurkan (sell by date). Jenis penanandaan ini
menganjurkan kepada penjual agar produk sudah terjual habis pada waktu sekitar
tanggal yang dianjurkan sebagaimana tercantum pada label. Penandaan ini
memberikan informasi yang berarti apabila memiliki pengetahuan terhadap daya
simpan produk tersebut setelah waktu pembelian.
c.
Penandaan yang mencantumkan kata-kata “ Kondisi
terbaik, bila dikonsumsi disekitar tanggal …” (the best-if used by date). Untuk beberapa jenis makanan di mana
mutu terbaiknya dapat dipertahankan lebih dari 4 bulan, penandaan sering hanya
menggunakan bulan dan tahun dengan penandaan “terbaik sebelum bulan/ tahun”
atau terbaik sebelum akhir bulan/ tahun” yang juga harus dicantumkan adalah
kondisi penyimpanan yang disarankan. Jenis penandaan ini paling baik dan menguntungkan konsumen. Penandaan ini
biasanya digunakan pada makanan dan minuman yang mempunyai masa simpan yang
lama seperti makanan atau minumam yang disterilisasi atau dibekukan (Kusmajadi,
2005).
2. Label
Label merupakan bagian penting dari sesuatu kemasan. Tujuan utama dari
label adalah untuk identifikasi nama dari sesuatu produk kuantitas dari produk
dan nama dari produsen. Sebagai tambahan dapat dijelaskan bahwa label dapat
menjelaskan bahan penting yang terdapat dalam produk juga dapat dijelaskan
handling terhadap produk supaya tidak mudah rusak
(Departemen Perindustrian, 2007).
(Departemen Perindustrian, 2007).
Peran label sekaligus
sebagai sarana iklan dan sales promosi. Nilai jual dari sesuatu produk dapat
ditingkatkan beberapa kali lipat sebagai akibat dari disain yang tepat dari
sesuatu label. Proses aplikasi dari label, berarti melaksanakan fungsi
komunikasi dari kemasan, dimana isinya dapat diidentifikasi, dan konsumen
dirangsang untuk membeli, serta melalui sarana ini dapat diadakan penalaran
tentang ketentuan bahan dan perlindungan terhadap konsumen dipatuhi atau tidak
(Departemen Perindustrian, 2007).
Label dalam kemasan
terdiri dari dua bagian yaitu Bagian Utama Label (BUL) dan Bagian Informasi
(BI). BUL terdiri dari nama produk, merk, berat bersih, nama dan alamat
perusahaan. Sedangkan BI terdiri dari informasi nilai gizi, komposisi, kode
produksi, tanggal kadaluarsa, petunjuk penggunaan, petunjuk penyimpanan dan
informasi lainnya (Ina Siti Nurminabari, 2010).
Tabel 2. Bagian Utama Label
Bagian
|
Gambar
|
Keterangan
|
Nama produk
|
 |
Minuman kopi susu
|
Berat bersih
|
240 ml
|
|
Nama dan alamat perusahaan
|
PT. Nestle Indonesia
Jakarta
|
|
Merk
|
 |
Nescafe
|
Tabel 3. Bagian Informasi
Bagian
|
Gambar
|
Keterangan
|
Komposisi
|
 |
air, gula, susu bubuk skim, lemak susu, kopi bubuk
instan, pengatur keasaman, perisa susu dan vanila, pengemulsi nabati (lesitin
kedelai), bubuk kakao, dan pemantap.
|
Informasi Nilai Gizi
|
 |
Mencangkup informasi energi, gram setiap
komponennya, dan %AKG
|
Kode produksi
|
 |
02580155AA USEBY/GSBL
Yang terdapat dibagian alas kaleng
|
Kadaluarsa
|
14092011
Yang terdapat dibagian alas kaleng, deretan angka
tersebut merupakan tanggal, bulan dan tahun
|
|
Barkode
|
 |
9556001025272
Deretan angka tersebut merupakan informasi dimana
2 angka pertama negara asal, 5 angka berikutnya pembuat dan distributor, 5
angka berikutnya lagi identifikasi produk, dan 1 angka terakhir adalah angka
kontrol
|
Logo halal
|
 |
Logo halal dicantumkan dalam
huruf arab, dimana logo ini didapat dari majelis ulama Indonesia
|
Consumer services
|
 |
Dapat berupa nomor telepon dari perusahaan atau
alamat email dari perusahaan, yang dapat digunakan konsumen untuk memberikan
saran atau komplain.
|
3. Kerusakan Kaleng
Kerusakan kaleng
dapat menyebabkan tidak tercapainya kondisi hermetis di dalam kaleng. Kerusakan kaleng dapat terjadi oleh hal-hal berikut ini:
1.
Droop: terjadi karena body hook terlalu panjang, operasi pertama terlalu longgar,
penyolderan sambungan terlalu tebal, kerusakan pada roll pertama, produk, sealing
compound, atau cacat pada body flange
atau end curl.
2.
Vee atau Lip: ketidakteraturan pada double
seam karena tidak cukup atau tidak ada overlap.
Kemungkinan yang menyebabkan sama dengan droop.

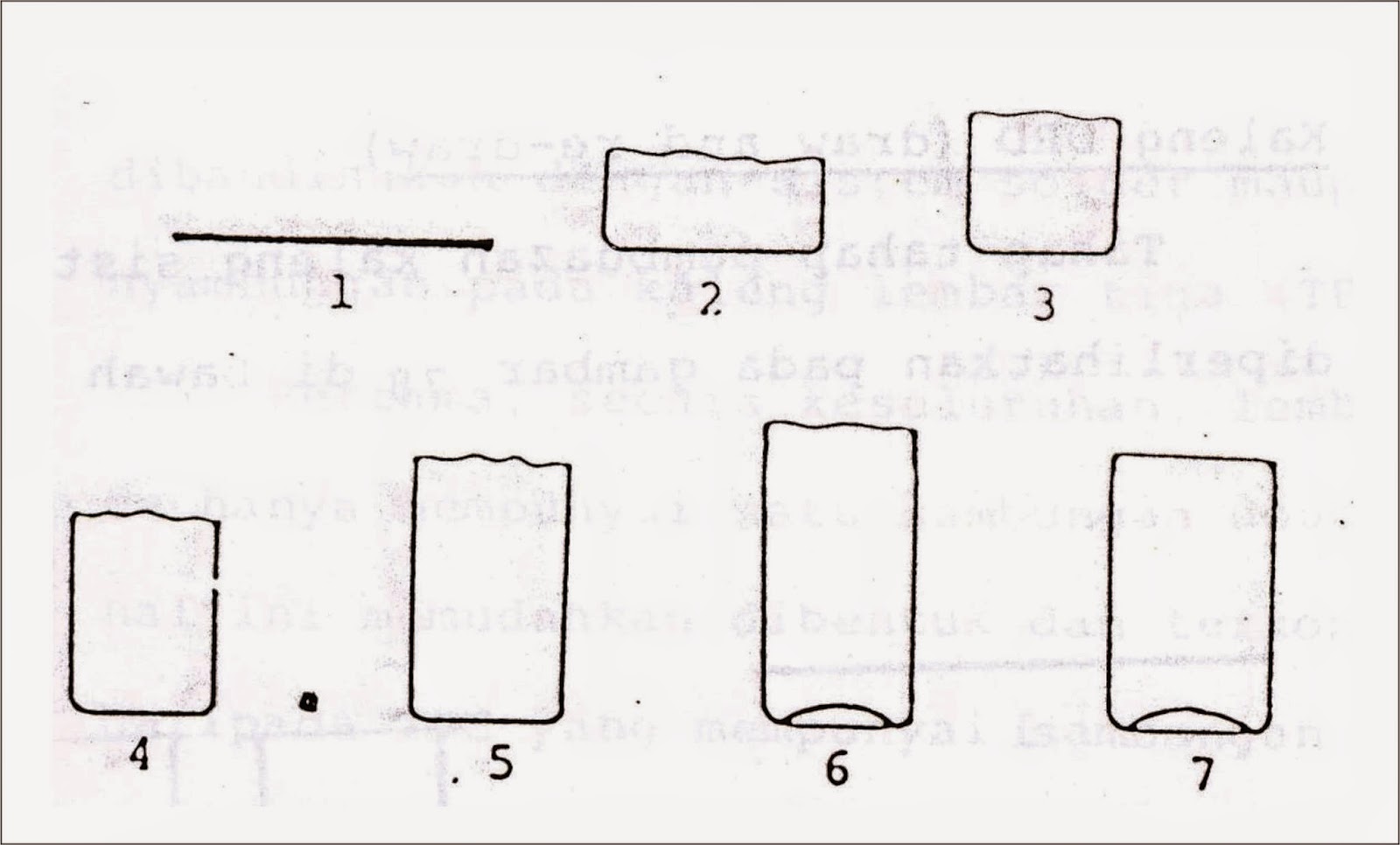
Gambar 1. Kerusakan Kaleng pada Bagian Double Seam
3. Seam tajam: terjadi karena
tutup tertekan ke atas pada saat proses penu-tupan.
4. Patah: terjadi karena cacat
pada seaming chuck, roll pertama atau
kedua disetel terlalu kencang, kerusakan roll,
solder ber-lebihan, produk dalam seam, tekanan berlebihan dari base plate.
5.
Jumped seam atau jump-over.
6.
Deadhead atau spinner
7.
Seam salah
8.
Can body buckling
9.
Cocked body
10.
Seam patah (Anonim, 2010)
4. Kerusakan Makanan Kaleng
Kerusakan yang dapat terjadi pada bahan pangan yang dikemas dengan kemasan
kaleng terutama dalah kerusakan kimia, meski demikian kerusakan biologis juga
dapat terjadi. Kerusakan kimia yang paling
banyak terjadi pada makanan yang dikemas dengan kemasan kaleng adalah hydrogen
swell. Kerusakan lainnya adalah interaksi antara bahan pembuat kaleng yaitu
Sn dan Fe dengan makanan yang dapat menyebabkan perubahan yang tidak
diinginkan, kerusakan mikrobiologis dan perkaratan (korosi) (Hariyadi, dkk, 2010).
4.1. Hydrogen Swell
Hydrogen swell terjadi karena adanya tekanan gas hidrogen yang
dihasilkan dari reaksi antara asam pada makanan dengan logam pada kaleng
kemasan. Hydrogen swell disebabkan oleh:
-
meningkatnya keasaman bahan pangan
-
meningkatnya suhu penyimpanan
-
ketidaksempurnaan
pelapisan bagian dalam dari kaleng
-
proses exhausting yang tidak sempurna
-
terdapatnya
komponen terlarut dari sulfur dan pospat (Hariyadi, dkk, 2010).
4.2. Interaksi antara bahan dasar kaleng dengan makanan
Kerusakan makanan kaleng
akibat interaksi antara logam pembuat kaleng dengan makanan dapat berupa :
-
perubahan
warna dari bagian dalam kaleng
-
perubahan
warna pada makanan yang dikemas
-
off-flavor pada makanan yang dikemas
-
kekeruhan pada sirup
-
perkaratan
atau terbentuknya lubang pada logam
-
kehilangan
zat gizi (Hariyadi, dkk, 2010).
4.3. Kerusakan biologis
4.3. Kerusakan biologis
Kerusakan biologis pada
makanan kaleng dapat disebabkan oleh :
-
meningkatnya
resistensi mikroba terhadap panas setelah proses sterilisasi
-
rusaknya
kaleng setelah proses sterilisasi sehingga memungkinkan masuknya mikroorganisme
ke dalam kaleng.
Kerusakan kaleng yang
memungkinkan masuknya mikroorganisma adalah kerusakan pada bagian sambungan
kaleng atau terjadinya gesekan pada saat proses pengisian (filling).
Mikroorganisme juga dapat masuk pada saat pengisian apabila kaleng yang
digunakan sudah terkontaminasi terutama jika kaleng tersebut dalam keadaan
basah. Kerusakan juga dapat disebabkan karena kaleng kehilangan kondisi
vakumnya sehingga mikroorganisme dapat tumbuh (Hariyadi, dkk, 2010).
4.4. Perkaratan (Korosi)
4.4. Perkaratan (Korosi)
Perkaratan adalah pembentukan lapisan longgar dari peroksida yang
berwarna merah coklat sebagai hasil proses korosi produk pada permukaan dalam
kaleng. Pembentukan karat memerlukan
banyak oksigen, sehingga karat biasanya terjadi pada bagian head space dari
kaleng. Proses korosi jika terus berlangsung dapat menyebabkan terbentuknya
lubang dan kebocoran pada kaleng. Beberapa faktor yang menentukan terbentuknya
karat pada kemasan kaleng adalah :
-
Sifat bahan
pangan, terutama pH
-
Adanya
faktor-faktor pemicu, misalnya nitrat, belerang dan zat warna antosianin.
-
Banyaknya
sisa oksigen dalam bahan pangan khususnya pada bagian atas kaleng (head
space), yang sangat ditentukan pada saat proses blanching, pengisian
dan exhausting.
-
Faktor yang
berasal dari bahan kemasan, misalnya berat lapisan timah, jenis dan komposisi
lapisan baja dasar, efektivitas perlakuan permukaan, jenis lapisan dan
lain-lain.
-
Suhu dan
waktu penyimpanan, serta kebersihan ruang penyimpanan
(Hariyadi, dkk, 2010).
(Hariyadi, dkk, 2010).